In 2022, a fertilizer blending plant in Iowa installed a water-only scrubber on their ammonia loading station. The vendor said ammonia is highly soluble — the water would handle it. For six months, the scrubber ran. The outlet looked clean. Then the state inspector showed up with a stack test, and the outlet measured 180 ppm ammonia against a 50 ppm permit limit. The problem wasn’t the scrubber design. The problem was the chemistry: ammonia dissolves in water, but once the water reaches equilibrium, it stops absorbing. The plant spent $35,000 on the water scrubber and another $22,000 retrofitting it to run sulfuric acid. The total cost — $57,000 — was $12,000 more than building it correctly the first time.
Ammonia removal from air isn’t one-size-fits-all. The method that works for a poultry house with 20 ppm ambient ammonia is the wrong answer for a chemical reactor venting 1,000 ppm. Ammonia — molecular weight 17, lighter than air, highly water-soluble — has physical properties that make some removal methods effective and others completely wrong. This guide walks through each of the five methods — what they cost, where they work, and where they fail — so you can pick the right one the first time.
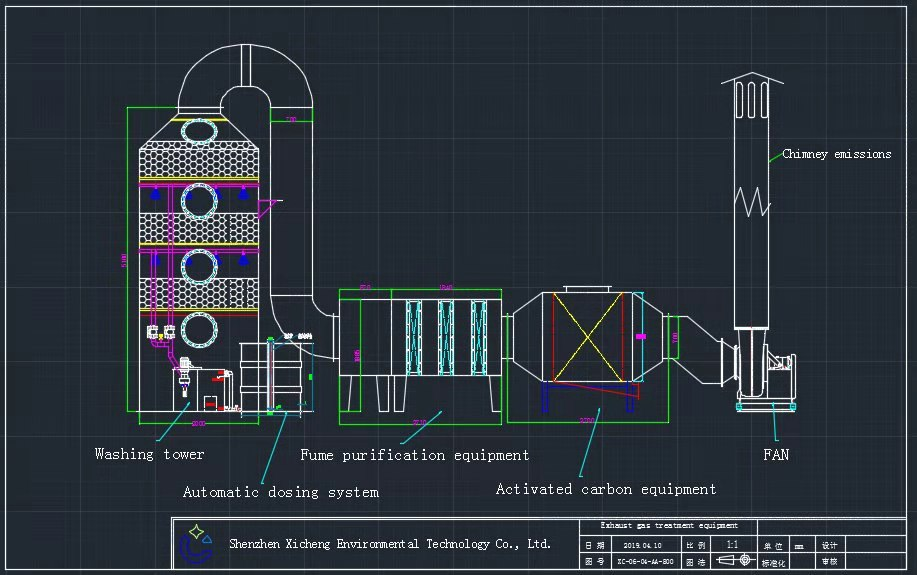
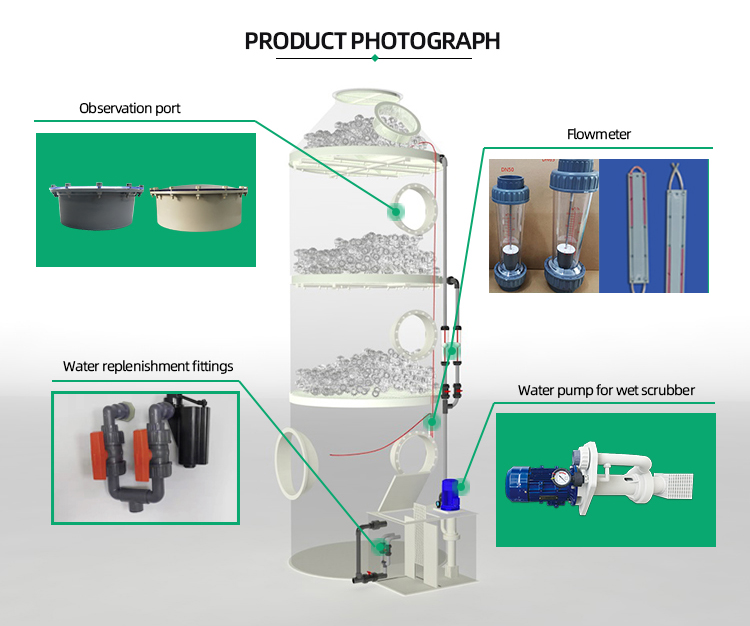
For specifications and pricing on ammonia scrubbing equipment built to your exact gas stream, browse our wet scrubber product catalog.
Key Takeaways
- For ammonia concentrations under 50 ppm with no stack emission limit, ventilation may be sufficient — but it’s dilution, not removal. Above 50 ppm or where any discharge permit applies, ventilation alone is not a compliance solution.
- Wet scrubbing with sulfuric acid (H₂SO₄ at 10–20% concentration) is the only method that reliably hits 98–99.5% removal at inlet concentrations from 50 to 5,000+ ppm. The reaction 2NH₃ + H₂SO₄ → (NH₄)₂SO₄ is instantaneous and irreversible under proper pH control — which is why this is the standard answer for industrial ammonia removal.
- Do not use NaOH or water-only scrubbing for ammonia. Water plateaus at 70–85% removal because of equilibrium limits. NaOH makes it worse — caustic raises the solution pH and drives dissolved ammonia back into the gas phase. For ammonia, the scrubbing solution must be acidic.
- Activated carbon works for ammonia only if the carbon is acid-impregnated. Untreated carbon has negligible ammonia capacity (under 2% by weight). Budget $3–8/kg for impregnated carbon and monitor outlet concentration weekly — breakthrough happens suddenly and the detector tube costs $5 compared to thousands for a compliance violation.
- The ammonium sulfate by-product from a sulfuric acid ammonia scrubber has fertilizer value. A continuous operation scrubbing 500 ppm NH₃ at 10,000 m³/h produces roughly 10–15 tons of ammonium sulfate solution annually, worth $500–1,500. It won’t pay for the scrubber, but it offsets 30–50% of the acid cost.
Method 1: Ventilation — When It Works and When It Doesn’t
Ventilation is the first method most facilities try, and for good reason: it requires no chemicals, no specialized equipment beyond exhaust fans, and zero operating cost beyond electricity. Ammonia gas is lighter than air — molecular weight 17 versus air’s 29 — so it naturally rises and collects near the ceiling. Place exhaust fans high, pull the ammonia-laden air out, and the problem appears to go away.
The limitation is regulatory. Ventilation reduces the concentration of ammonia in the breathing zone — but it doesn’t remove ammonia from the discharge stream. The gas that leaves through the roof vent is the same gas that was in the room. In most jurisdictions, that’s fine for ambient concentrations below 25 ppm (the OSHA 8-hour PEL) and for facilities without a formal emission permit. Above that — or if your facility has a stack discharge limit — ventilation alone is not a compliance solution. It’s a dilution strategy, not a removal strategy.
The practical ceiling for ventilation as a standalone method is roughly 50–100 ppm inlet ammonia concentration in a space with 6–12 air changes per hour. At higher concentrations, the fan capacity required becomes impractical — a 10,000 m³/h exhaust at 500 ppm inlet NH₃ is pushing 5 cubic meters of pure ammonia equivalent into the atmosphere per hour, which will trigger neighbor complaints long before the regulators show up. At that point, you need active scrubbing or adsorption downstream of the ventilation fans.
When ventilation alone makes sense:
- Ammonia concentrations consistently below 50 ppm
- No regulatory limit on stack emissions at your facility
- No sensitive receptors (schools, residential areas) within 500 meters of the exhaust point
- Intermittent exposure — the source runs a few hours per day, not continuously
For anything above these thresholds, ventilation becomes the first stage of a two-stage system — fans handle the room air, and a scrubber or carbon bed handles the discharge.
Method 2: Activated Carbon Adsorption for Ammonia
Activated carbon removes ammonia by adsorption — the gas molecules physically stick to the enormous internal surface area of the carbon. A single gram of high-quality activated carbon has 500–1,500 m² of surface area, most of it inside microscopic pores where ammonia molecules get trapped. The process is passive: contaminated air passes through a carbon bed, ammonia adsorbs onto the carbon surface, and clean air exits. No pumps. No chemical mixing. Just a fan pulling air through a vessel filled with granular carbon.
The critical distinction: standard activated carbon adsorbs ammonia poorly. Ammonia is a small, polar molecule, and untreated carbon’s surface is largely non-polar. To get meaningful ammonia capacity — typically 5–15% by weight for impregnated carbon — the carbon must be impregnated with an acid. Sulfuric acid (H₂SO₄) or phosphoric acid (H₃PO₄) treatment creates acidic sites on the carbon surface where ammonia chemisorbs as ammonium sulfate or ammonium phosphate. Untreated carbon’s ammonia capacity is typically under 2% by weight, which makes it uneconomical for anything beyond trace concentrations.
Sizing a carbon bed for ammonia removal:
| Parameter | Typical Range | Notes |
|---|---|---|
| Contact time (empty bed) | 0.1–0.5 seconds | Higher inlet concentrations need longer contact. At 200 ppm NH₃, target 0.3 seconds minimum |
| Bed depth | 0.3–1.0 meters | Deeper beds = longer service life between changeouts. A 0.6m bed at 0.3s contact time typically lasts 3–6 months at 50 ppm inlet |
| Face velocity | 0.2–0.5 m/s | Slower is better. Above 0.5 m/s, ammonia bypasses the carbon pores and efficiency drops |
| Carbon consumption | 1 kg carbon per 0.05–0.15 kg NH₃ removed | Depends on impregnation type. Acid-impregnated carbon at the high end; untreated at the low end (but don’t use untreated for ammonia) |
| Media replacement cost | $3–8 per kg of impregnated carbon | For a 500 kg bed, budget $1,500–4,000 per changeout, roughly 2–4 times per year at moderate loading |
Carbon adsorption works best for low-to-moderate inlet concentrations (10–200 ppm) and intermittent operation. A poultry house with periodic ammonia spikes during litter cleanout is a textbook carbon application. A continuous chemical process venting 1,000 ppm ammonia 24/7 is not — the carbon bed would need replacement every few weeks and the operating cost would dwarf the capital cost of a wet scrubber within the first year.
The biggest mistake we see with carbon systems: operators don’t monitor the outlet concentration until they smell ammonia breakthrough, by which point the bed is fully saturated and has been passing ammonia for days. A colorimetric detector tube ($5–10 per test) downstream of the bed once per shift catches breakthrough early enough to schedule a changeout rather than scrambling during a compliance incident.
Method 3: Wet Scrubbing — The Industrial Standard for High-Concentration Ammonia
When ammonia concentrations exceed 200 ppm or the gas flow is continuous, wet scrubbing is the method that works when everything else fails. The principle is simple in concept, exacting in execution: contaminated air passes through a packed tower while a scrubbing solution — typically sulfuric acid (H₂SO₄) at 10–30% concentration — sprays downward through the packing. The ammonia reacts with the acid to form ammonium sulfate ((NH₄)₂SO₄), a water-soluble salt that stays in the scrubbing liquid.
The chemistry:
2NH₃ + H₂SO₄ → (NH₄)₂SO₄
This reaction is instantaneous and irreversible under the operating conditions in a properly designed scrubber — pH below 4, liquid-to-gas ratio above 0.7 L/m³, gas residence time above 1.5 seconds. A well-designed ammonia scrubber using sulfuric acid as the scrubbing medium consistently achieves 98–99.5% removal efficiency at inlet concentrations from 50 to 5,000 ppm. It’s not unusual to see outlet concentrations below 5 ppm from a 500 ppm inlet on a correctly sized unit.
Why H₂SO₄, Not Water or NaOH?
Ammonia is highly soluble in water — roughly 530 g/L at 20°C — so a water-only scrubber will capture some ammonia. But the equilibrium limits are real: once the scrubbing water reaches a few percent ammonia concentration, the vapor pressure of ammonia above the solution rises and the scrubbing efficiency drops sharply. A water-only ammonia scrubber typically plateaus at 70–85% removal regardless of packing depth. That’s fine for odor control in a non-permitted facility. It’s not fine for a stack test with a 95% removal requirement.
NaOH is the wrong chemistry for ammonia. Ammonia is itself a base — adding caustic to the scrubbing solution drives the equilibrium in the wrong direction, reducing the amount of ammonia the liquid can hold. An NaOH scrubber on an ammonia stream doesn’t just fail to scrub; it can actually strip dissolved ammonia back into the gas phase if the liquid pH goes above 10. For ammonia, the scrubbing solution must be acidic.
Acid selection for ammonia scrubbing:
| Acid | Concentration | Reaction Product | Cost per kg NH₃ removed | Best For |
|---|---|---|---|---|
| Sulfuric acid (H₂SO₄) | 10–30% | Ammonium sulfate — liquid fertilizer value | $0.15–0.30 | Standard industrial choice. Low cost, non-volatile, waste product has agricultural value |
| Phosphoric acid (H₃PO₄) | 10–20% | Ammonium phosphate — higher fertilizer value | $0.30–0.60 | When the waste stream is sold as liquid fertilizer. Higher chemical cost but the by-product revenue can offset it |
| Nitric acid (HNO₃) | 5–15% | Ammonium nitrate — explosive precursor, regulated | $0.40–0.80 | Rare. Only when both ammonia and NOx are present in the gas stream. Requires special handling and permitting for the waste product |
| Hydrochloric acid (HCl) | 5–10% | Ammonium chloride — corrosive to stainless steel | $0.10–0.20 | Cheapest per kg, but NH₄Cl is highly corrosive. Only use if the entire system (tower, pump, piping) is PP or FRP — no metal components anywhere in the recirculation loop |
The ammonium sulfate by-product from a sulfuric acid scrubber is worth noting: at scale, it’s a saleable liquid fertilizer. A 3,000-hour/year operation scrubbing 500 ppm ammonia at 10,000 m³/h produces roughly 10–15 tons of ammonium sulfate solution annually. At $50–100/ton as liquid fertilizer, that’s $500–1,500/year offsetting roughly 30–50% of the acid cost. The economics only matter at continuous, high-concentration operations — a 500-hour/year intermittent scrubber won’t produce enough to find a buyer — but if you’re running 24/7, tell your procurement department to talk to a fertilizer distributor before they budget the acid as a pure consumable.
Sizing a Packed Bed Ammonia Scrubber
The OSHA ammonia exposure limits set the compliance baseline: 25 ppm as an 8-hour TWA, with a 35 ppm short-term exposure limit over 15 minutes. A wet scrubber sized for 99% removal at your design inlet concentration keeps you well inside the PEL with margin for process upsets.
| Parameter | Ammonia Scrubber Range | Notes |
|---|---|---|
| Superficial gas velocity | 0.4–0.6 m/s | Slightly faster than caustic scrubbers — the reaction is so fast that contact time is rarely the limiting factor |
| Packed depth | 0.8–1.5 meters | Shorter than caustic scrubbers. 1.0m of 2-inch Pall rings delivers 98%+ removal for ammonia at inlet concentrations up to 1,000 ppm |
| Liquid-to-gas ratio | 0.7–1.2 L/m³ | The acid concentration, not the liquid flow, drives efficiency. Running 20% H₂SO₄ at 0.7 L/m³ outperforms 5% at 1.5 L/m³ on ammonia removal |
| pH setpoint | 2.0–4.0 | Lower pH = more free acid available for reaction. Below pH 2, materials selection becomes critical — PP or FRP throughout, no metals |
| Mist eliminator | Required | Acid mist carryover from an ammonia scrubber is corrosive to downstream ductwork and stack. A chevron-type demister at <2.5 m/s face velocity catches >99% of droplets above 10 microns |
For a 10,000 m³/h ammonia scrubber treating 500 ppm inlet at 99% removal efficiency: φ1.5m diameter, 1.2m packed depth, H₂SO₄ consumption approximately 8–12 kg/day at 20% concentration, recirculation pump at 8–12 m³/h with a 1.5–2.2 kW motor. This is a standard design — nothing exotic, nothing custom-engineered. Any experienced scrubber manufacturer can quote this from their standard product line. For the underlying design calculation methodology — column diameter, packed bed height, and L/G ratio — see our gas scrubber design calculation guide. The mass transfer framework applies to ammonia scrubbers the same way it applies to caustic scrubber systems: the only difference is the scrubbing chemistry.
Method 4: Biofiltration — Low-Cost, Low-Concentration, High-Maintenance
Biofiltration uses microorganisms — bacteria that consume ammonia as a nutrient — to biologically oxidize the gas into harmless nitrate and water. The contaminated air passes through a bed of organic media (compost, wood chips, peat, or synthetic foam) that hosts a biofilm of ammonia-oxidizing bacteria. The bacteria do the work: NH₃ → NO₂⁻ → NO₃⁻, the same nitrification pathway that occurs in soil and wastewater treatment.
The economics are attractive at small scale. A biofilter for 5,000 m³/h with 200 ppm ammonia inlet costs roughly $15,000–30,000 installed — less than half the capital cost of a wet scrubber at the same airflow. Operating costs are near zero beyond the fan electricity: no chemicals to buy, no waste solution to treat. The media lasts 2–5 years before replacement, at which point you’re looking at $3,000–8,000 for new media and a day of downtime to swap it.
But biofiltration has hard limits that don’t apply to chemical scrubbing:
- Concentration ceiling: approximately 300 ppm maximum. Above that, the ammonia concentration is toxic to the bacteria themselves. The biofilm dies back, removal efficiency crashes, and recovery takes weeks — you can’t just restart a biofilter the way you restart a pump.
- Temperature sensitivity: optimal range 20–35°C. Below 10°C, bacterial activity slows to a crawl. Below 5°C, the bed effectively stops working. Outdoor installations in cold climates need insulation, heating, or both — adding capital cost that erodes the biofilter’s cost advantage over wet scrubbing.
- Moisture control is non-negotiable. The media must stay at 40–60% moisture content. Too dry and the bacteria die. Too wet and the bed goes anaerobic, producing hydrogen sulfide and organic acids that smell worse than the ammonia you’re trying to remove. A humidification section upstream of the biofilter bed is standard equipment, not optional.
- Flow must be continuous and steady. A biofilter that runs 8 hours a day and sits idle for 16 hours will lose its bacterial population within weeks. The organisms need a constant supply of ammonia to survive. Intermittent operations need a different technology.
- Footprint: biofilters are large. A 5,000 m³/h biofilter bed at 0.1 m/s face velocity needs roughly 14 m² of floor area — compared to about 2 m² for the equivalent wet scrubber. In a facility where floor space costs real money, the biofilter’s lower equipment cost can be offset by the space it consumes.
Where biofiltration actually makes sense: wastewater treatment plant headworks and sludge handling buildings — large air volumes with low, steady ammonia concentrations, 24/7 operation, and plenty of outdoor space for the media bed. Composting facilities and animal rendering plants fit the same profile. Chemical plants, electroplating lines, and semiconductor fabs — with higher concentrations, variable loads, and indoor space constraints — almost always end up with wet scrubbers.
Method 5: Plasma Treatment — Effective But Expensive
Non-thermal plasma (NTP) treatment passes ammonia-laden air through a high-voltage electrical discharge that generates reactive species — hydroxyl radicals (OH•), atomic oxygen (O), and ozone (O₃) — which oxidize ammonia to nitrogen gas (N₂) and water vapor. No chemicals, no media replacement, no biological maintenance. Just electricity and a reactor vessel. The technology works: lab-scale and pilot studies consistently report 90–99% ammonia removal at inlet concentrations from 10 to 1,000 ppm.
The barrier is cost. A plasma reactor capable of treating 5,000 m³/h of ammonia-laden air costs roughly $80,000–150,000 — about 3–5 times the capital cost of an equivalent wet scrubber. The energy consumption runs 10–30 Wh per m³ of treated air, which for a 10,000 m³/h unit translates to 100–300 kWh of continuous electrical draw — roughly $8,000–30,000/year in electricity at industrial rates. A wet scrubber treating the same gas flow draws 5–8 kW (pump + instrumentation), or about $4,000–6,000/year.
The second problem is by-product management. In ideal operation, plasma oxidation converts ammonia to N₂ and H₂O — clean endpoints. In practice, partial oxidation produces nitrogen oxides (NO, NO₂) as intermediates, especially when the residence time in the plasma zone is too short or the specific energy input is mismatched to the inlet concentration. NO₂ is more tightly regulated than ammonia in most jurisdictions. A plasma system that removes 99% of the ammonia but generates 50 ppm of NO₂ has traded one compliance problem for another. The fix is a downstream scrubber or catalyst to handle the NOx — at which point the installation cost approaches double that of a wet scrubber that would have handled the ammonia directly.
Current status: plasma treatment for ammonia is a proven technology at pilot scale that makes economic sense in a narrow range of applications — specifically, low-flow (<2,000 m³/h), low-concentration (<100 ppm NH₃) gas streams where chemical handling is impractical. Semiconductor cleanroom makeup air and pharmaceutical R&D exhaust are examples where plasma has been deployed successfully. For mainstream industrial ammonia scrubbing at 5,000–50,000 m³/h, wet scrubbing with sulfuric acid remains the lower-cost, lower-risk option. Plasma is worth watching as equipment costs decline, but it's not yet the technology to bet a production line's compliance on.
Ammonia Removal Method Comparison: Which One Fits Your Facility?
Five methods. One decision. Here’s how they stack up side by side:
| Factor | Ventilation | Carbon Adsorption | Wet Scrubbing (H₂SO₄) | Biofiltration | Plasma |
|---|---|---|---|---|---|
| Max NH₃ concentration | 50–100 ppm | 200 ppm | 5,000+ ppm | 300 ppm | 1,000 ppm |
| Removal efficiency | N/A (dilution only) | 85–95% | 98–99.5% | 80–95% | 90–99% |
| Capital cost (5,000 m³/h) | $2,000–5,000 (fans + ductwork) | $8,000–20,000 | $15,000–35,000 | $15,000–30,000 | $80,000–150,000 |
| Annual operating cost | $500–1,500 (fan electricity only) | $3,000–12,000 (carbon replacement) | $3,000–8,000 (acid + electricity) | $1,000–3,000 (fan + media amortization) | $10,000–35,000 (electricity dominant) |
| By-product | None (NH₃ vented to atmosphere) | Spent carbon (hazardous if acid-impregnated) | Ammonium sulfate solution (fertilizer value) | Nitrate-rich leachate (needs treatment) | Potential NOx (requires secondary treatment) |
| Downtime tolerance | On/off — no penalty | Intermittent OK — carbon doesn’t degrade when idle | Intermittent OK — restart is immediate | Continuous only — bacteria die during extended idle | Intermittent OK |
| Footprint | Negligible | Small (1–3 m² for vessel) | Compact (2–4 m²) | Large (10–20 m²) | Compact (2–4 m²) |
| Best for | Ambient concentrations, no emission permit | Low concentration, intermittent, easy media access | High concentration, continuous, stack test required | Wastewater/composting — low conc, steady flow, outdoor space | Low flow, no chemicals permitted, R&D/lab exhaust |
The Decision Framework
If you’re trying to decide, answer three questions:
- What’s your inlet ammonia concentration? If it’s under 50 ppm and you have no stack test requirement, ventilation may be enough. If it’s over 200 ppm, your realistic choices are wet scrubbing or nothing. Carbon and biofiltration don’t handle high concentrations economically.
- Is your operation continuous or intermittent? Continuous operations (24/7 or daily) can use any technology. Intermittent operations (weekly batches, seasonal) rule out biofiltration and make carbon more attractive — the bed sits idle between uses without degrading.
- Do you have a stack emission limit? If you do, ventilation is not a compliance solution. If your limit is 95%+ removal, wet scrubbing is the only method in this list that reliably hits that target at industrial scale.
For 80% of industrial ammonia removal applications we see — chemical processing, electroplating, fertilizer production, pharmaceutical manufacturing — the answer is wet scrubbing with sulfuric acid. It’s not the cheapest to install. It’s not the simplest to operate. But it’s the one that passes the stack test on the first try, every time, when sized correctly. The other four methods have their niches, but the niche for wet scrubbing is “everything else.”
Frequently Asked Questions
Can I use plain water to scrub ammonia from air?
Water alone captures roughly 70–85% of ammonia in a packed tower because ammonia is highly water-soluble. But as the scrubbing water accumulates dissolved ammonia, the removal efficiency drops — and water has no buffering capacity to maintain a consistent absorption rate. For odor control where 80% reduction is acceptable, a water scrubber works. For a compliance stack test requiring 95%+ removal, you need acid — sulfuric acid at pH 2–4 to drive the reaction to completion. A water scrubber is a half measure that costs 70% as much to build as an acid scrubber and delivers half the performance.
How do I know when to replace the activated carbon in my ammonia adsorber?
Monitor the outlet concentration with a colorimetric detector tube weekly, or continuously with an electrochemical sensor ($300–800 installed). When outlet concentration reaches 10% of inlet concentration, schedule the changeout — don’t wait for breakthrough. A carbon bed that’s exhausted is releasing ammonia at full inlet concentration within hours of saturation. The detector tube costs $5 per test; the compliance violation costs thousands.
What concentration of sulfuric acid should I use in an ammonia scrubber?
10–20% H₂SO₄ by weight is the standard working range. Below 10%, the acid is consumed too quickly at moderate ammonia loadings and the system requires more frequent acid top-ups. Above 30%, the solution becomes increasingly corrosive to PP components at elevated temperatures and the safety hazard of handling concentrated acid outweighs the marginal improvement in scrubbing rate. Most ammonia scrubbers operate at 15–20% H₂SO₄ with automatic pH-controlled dosing that maintains the sump at pH 2–4.
Does an ammonia scrubber need a mist eliminator?
Yes. An acid scrubber without a mist eliminator will carry acid droplets into the exhaust stack, creating a corrosive plume that damages downstream ductwork — and potentially the roof of the building, if the stack is short. A chevron-type demister at under 2.5 m/s face velocity removes over 99% of droplets larger than 10 microns. Budget $500–1,500 for the demister on a φ1.5m tower; replacing corroded ductwork costs ten times that.
What’s the waste disposal requirement for an ammonia scrubber?
The blowdown from a sulfuric acid ammonia scrubber is primarily ammonium sulfate solution — essentially liquid fertilizer — at pH 2–4. It requires neutralization before discharge (typically with NaOH to pH 6–9) or can be sent to an on-site wastewater treatment system if one exists. The blowdown volume is modest: roughly 50–200 liters per day for a 10,000 m³/h scrubber running continuously, depending on inlet loading. If your facility has an NPDES or equivalent wastewater permit, the ammonium sulfate blowdown should be included in the permit calculations — it adds nitrogen loading to your discharge, which may require treatment or dilution.
Conclusion
Removing ammonia from air isn’t one problem — it’s five problems with the same gas but different constraints. The right answer depends on how much ammonia there is, whether the operation runs continuously, whether a stack test is involved, and what budget is available for both capital and ongoing operation. Ventilation handles the easy cases. Activated carbon handles low concentrations with intermittent operation. Wet scrubbing handles everything the other methods can’t — which turns out to be most industrial applications. Biofiltration has its niche in wastewater and composting. Plasma is an expensive solution looking for a problem it can solve better than the alternatives.
For specifications and pricing on ammonia scrubbing systems built to your inlet concentration and airflow, browse our wet scrubber product catalog or contact our engineering team — we’ll run the mass balance for your specific case.