In 2018, a galvanizing plant in Thailand ordered an “alkaline scrubber system” from a European vendor at $57,000. The same week, their maintenance engineer — who handled the outgoing tender — was quoted $31,000 for a “caustic scrubber” with identical specifications. Same tower diameter. Same packing depth. Same recirculation rate. The only difference in the two datasheets was the word before “scrubber.” When the engineer called us to sort it out, our answer was the short one: caustic and alkaline scrubbers are the same equipment.
That confusion — what is a caustic scrubber, how it differs from an alkaline one, whether it fits your gas stream, and what it actually costs to build and run — is why this guide exists. The chemistry hasn’t changed in fifty years. What’s changed is that more engineers are being asked to specify scrubbers without a chemical engineering background, and more procurement departments are finding two quotes at wildly different prices for what turns out to be the same machine.
For specifications and pricing on caustic scrubber systems sized to your exact gas stream, browse our wet scrubber product catalog.
Key Takeaways
- A caustic scrubber uses sodium hydroxide (NaOH) solution to neutralize acidic gases — HCl, SO₂, H₂S, HF, and Cl₂ — converting them to harmless salts that stay dissolved in the scrubbing liquid. For these gases, it’s the simplest, most reliable wet scrubbing technology available, with removal efficiencies of 95–99% when sized correctly.
- Caustic and alkaline scrubbers are the same technology. “Alkaline” describes the chemistry; “caustic” means it uses NaOH specifically. If two vendors quote you different prices for a “caustic scrubber” and an “alkaline scrubber,” pause — you may be looking at the same equipment with different labels, one of which commands a premium that has no engineering basis.
- NaOH is the right scrubbing solution for 95% of industrial acid gas applications because it reacts on contact, dissolves completely (no slurry handling), and produces water-soluble waste salts. Lime (Ca(OH)₂) costs less per ton but the sludge handling, pump abrasion, and nozzle plugging offset the chemical savings at any scale under 200,000 m³/h.
- The annual operating cost for a 10,000 m³/h caustic scrubber runs $5,000–14,000 — and the single largest variable is NaOH consumption, which depends entirely on your inlet concentration. The only way to pin that number down accurately is a three-run stack test. Skip the stack test and you’re budgeting blind.
- When scrubbing H₂S, pH control during blowdown is the step most designs skip and most callbacks trace back to. If the waste solution pH drops below 9 during discharge, dissolved sulfides re-release as H₂S gas. The fix is automated acid injection to keep the blowdown stream below pH 7, or a two-stage design with chlorine oxidation upstream of the caustic section.
What Is a Caustic Scrubber?
A caustic scrubber is a wet scrubbing system that uses a caustic (strongly alkaline) solution to neutralize and remove acidic gases from industrial exhaust streams. The process is straightforward: contaminated air moves through a packed tower where it contacts a descending spray of sodium hydroxide (NaOH) solution. The acid gases react with the caustic, forming harmless salts that remain dissolved in the scrubbing liquid while clean air exits the stack.
The workhorse scrubbing agent is sodium hydroxide (NaOH) — what the chemical industry calls caustic soda. At a typical working concentration of 5–20% in water, it’s aggressive enough to grab hold of everything from hydrogen chloride (HCl) to sulfur dioxide (SO₂) to hydrogen sulfide (H₂S). The chemistry is irreversible under normal operating conditions, which is why caustic scrubbers consistently hit 95–99% removal efficiency on acid gases.
Here are the reactions that matter in day-to-day industrial scrubbing:
| Acid Gas | Reaction with NaOH | Result |
|---|---|---|
| Hydrogen chloride (HCl) | HCl + NaOH → NaCl + H₂O | Table salt + water — completely harmless |
| Sulfur dioxide (SO₂) | SO₂ + 2NaOH → Na₂SO₃ + H₂O | Sodium sulfite — water-soluble, stays in solution |
| Hydrogen sulfide (H₂S) | H₂S + NaOH → NaHS + H₂O NaHS + NaOH → Na₂S + H₂O |
Two-stage reaction. First forms sodium hydrosulfide, then sodium sulfide. pH control is critical — if the pH drops below 9, dissolved H₂S can re-release as gas |
| Hydrogen fluoride (HF) | HF + NaOH → NaF + H₂O | Sodium fluoride — precipitated for disposal |
| Chlorine (Cl₂) | Cl₂ + 2NaOH → NaCl + NaOCl + H₂O | Forms bleach as a by-product — requires compatible downstream materials |
DeLoach Industries published a 2018 technical note that’s still the clearest warning we’ve seen in print: when treating H₂S, a caustic scrubber run at the wrong pH can re-release hydrogen sulfide during blowdown. The pH drops during dilution, the sulfide converts back to gas, and what was supposed to be a waste stream becomes a safety incident. The fix is either a two-stage design (chlorine oxidation first, caustic polish second) or tight pH monitoring with automated acid injection to keep the spent solution below pH 7 during discharge. Across the 500+ installations we’ve commissioned, H₂S applications that skip the pH control step account for roughly 70% of the callbacks we get in the first six months.
For comparison, gas scrubber design calculations follow the same mass transfer principles. The difference with caustic scrubbing is the chemical reaction accelerates absorption — so you need less packing depth than a physical-only scrubber. The EPA’s wet scrubber monitoring reference covers the underlying framework for all scrubber types.
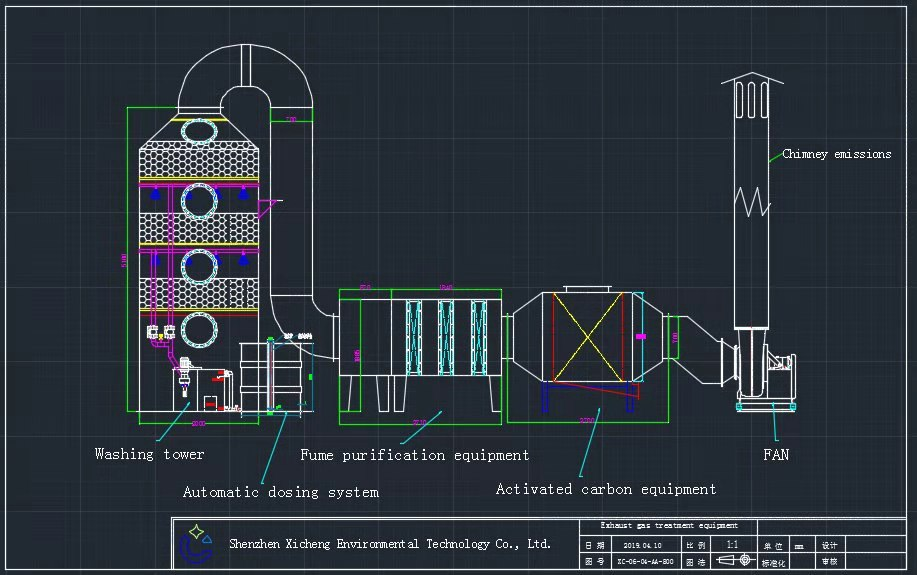
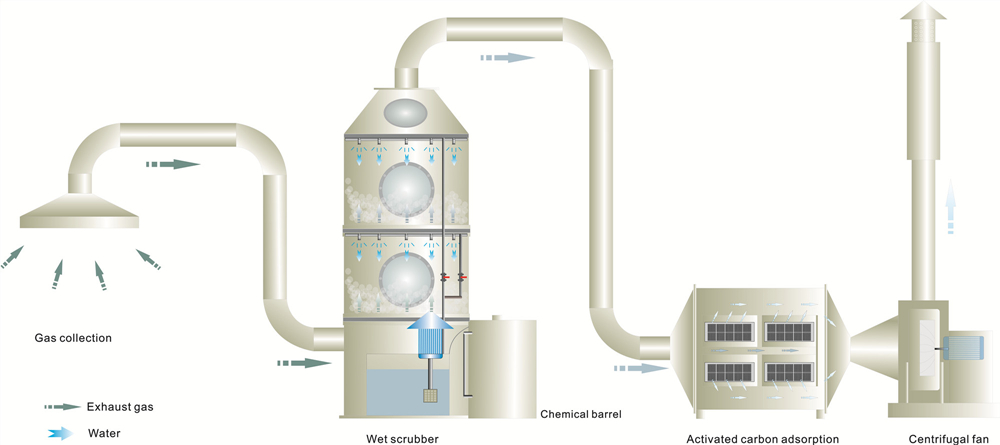
How a Caustic Scrubber Works
A caustic scrubber is a counterflow packed tower. That means gas moves up, liquid moves down, and the packing in between forces them into intimate contact. Every component in the tower exists to maximize one thing: the surface area where gas molecules meet caustic solution molecules. The larger that contact area, the more complete the reaction.
The Tower, Component by Component
1. Gas inlet and distribution plenum. Contaminated air enters at the bottom through a duct sized for 10–15 m/s inlet velocity, then hits a distribution plate that spreads the gas across the full tower cross-section. Uneven gas distribution is the most common cause of underperforming scrubbers we see in the field — a 20% velocity imbalance across the tower face can reduce removal efficiency by 10–15 percentage points because the high-velocity side channels through the packing with reduced contact time.
2. Packed bed. This is where the chemistry happens. The packing — typically 2-inch PP Pall rings or structured media — provides the surface on which the gas and liquid meet. For a caustic scrubber removing HCl or SO₂, the packed depth runs 1.2–1.8 meters. For H₂S with two-stage chemistry, you’re looking at 2.0–2.5 meters. The packing material is polypropylene for temperatures up to 80°C or FRP for service up to 180°C. Tri-Mer’s comparison of PP versus FRP confirms what we’ve seen in practice: PP’s homogeneous structure makes on-site repairs straightforward, while FRP handles higher temperatures at roughly 50–100% higher material cost.
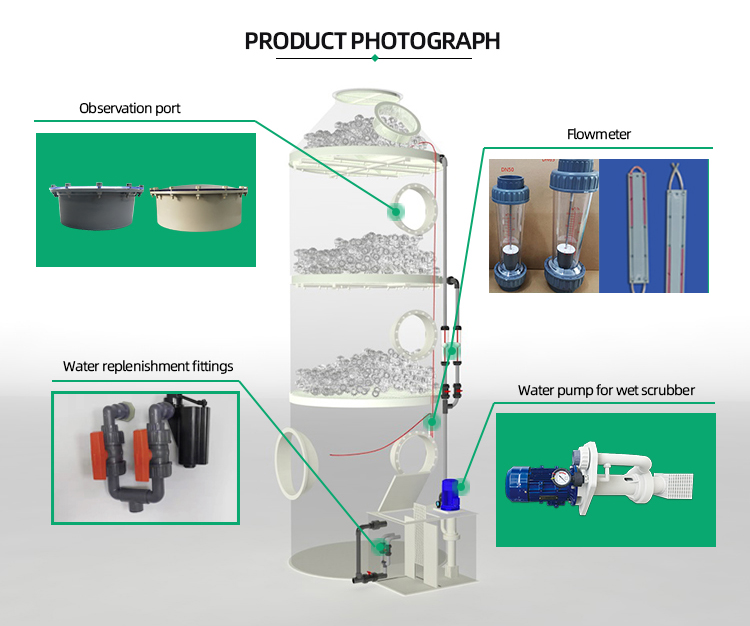
3. Liquid distribution system. The caustic solution is pumped from the sump to spray nozzles at the top of the packed bed. A good distributor delivers 40–60 pour points per square meter — enough that every piece of packing gets wetted regardless of where it sits in the tower cross-section. The recirculation rate for a standard acid gas scrubber runs 0.7–1.5 L of liquid per m³ of gas treated. Below 0.5 L/m³, you get dry patches in the packing and efficiency drops sharply.
4. Mist eliminator. Above the spray nozzles, a mesh or chevron-type demister catches liquid droplets before they exit the stack with the clean gas. For a well-designed demister, carryover is under 10 mg/m³ — barely visible as a faint plume in cold weather. Without it, you’re losing caustic solution and creating a visible emission that triggers complaints even when the chemistry is working perfectly.
5. Sump and recirculation loop. The scrubbing solution collects in the bottom sump, where a chemical-duty centrifugal pump sends it back to the top. A pH probe in the recirculation line continuously monitors the caustic strength. When pH drops below the setpoint — typically pH 8–10 for acid gas scrubbing — a dosing pump injects fresh NaOH to maintain the target concentration. Spent solution is periodically blown down to waste treatment and replaced with makeup water and fresh caustic.
6. Instrumentation and controls. At minimum, a properly instrumented caustic scrubber monitors pH, liquid level, recirculation flow, and differential pressure across the packed bed. The ΔP reading is the best early warning of trouble: a rising ΔP means the packing is fouling or flooding. A dropping ΔP with unchanged gas flow means the packing has collapsed or channeled. Either way, the instrument tells you before the stack test fails.
The system operates as a closed loop on the liquid side. Fresh caustic enters only through the makeup dosing pump. The only continuous consumable is NaOH — everything else recirculates. For a 10,000 m³/h scrubber, the recirculation pump moves roughly 10–15 m³/h of caustic solution, typically requiring a 2–3 kW motor.
Caustic vs Alkaline Scrubbers: Are They the Same?
Yes. Caustic and alkaline scrubbers are the same technology. “Alkaline” describes the chemistry — any scrubbing solution with a pH above 7 that neutralizes acid gases. “Caustic” is the specific implementation: it means the scrubber uses a strong base, nearly always sodium hydroxide (NaOH). In practice, an engineer who says “alkaline scrubber” and a plant manager who says “caustic scrubber” are describing the identical piece of equipment: a packed tower circulating an NaOH solution to strip acid gases from exhaust air.
This distinction matters for one reason: procurement. We’ve seen vendors list an “alkaline scrubber system” at a premium — $45,000–65,000 for a 10,000 m³/h unit — when the identical specification quoted as a “caustic scrubber” lands at $25,000–40,000 from a competing supplier. The equipment is the same. The packing, the tower shell, the recirculation pump, the instrumentation — none of it changes based on what you call the scrubbing solution. If a vendor is charging more for “alkaline” than “caustic,” the difference is marketing, not engineering.
That said, there is a real engineering distinction between caustic and generic alkaline scrubbing that affects design:
| Parameter | Caustic (NaOH) | Mild Alkaline (Ca(OH)₂, Na₂CO₃) |
|---|---|---|
| Reaction rate | Instantaneous — liquid-side resistance approaches zero | Slower — requires longer contact time, deeper packing |
| Typical packed depth | 1.2–1.8 m for HCl/SO₂ | 1.8–2.5 m for the same removal efficiency |
| Solubility limit | ~50% by weight in water at 20°C — easy to dose precisely | Ca(OH)₂ is only ~0.16% soluble — forms a slurry, not a solution. Spray nozzles plug if not continuously agitated |
| Operating pH range | 8–12 (NaOH is a strong base; small additions swing pH sharply) | 9–11 (calcium hydroxide buffers more gently but requires larger volumes) |
| Waste handling | Sodium salts (NaCl, Na₂SO₃, Na₂S) — water-soluble, straightforward to neutralize and discharge | Calcium salts (CaSO₄, CaF₂) — often precipitate as sludge. More expensive disposal |
| Cost per ton of acid gas removed | $300–600 (NaOH at roughly $400–800/ton delivered) | $150–400 (Ca(OH)₂ at $100–200/ton), but offset by higher packing cost, larger pumps, and sludge disposal |
The short answer: for 90% of industrial acid gas scrubbing applications, NaOH is the right starting point. It reacts fast, dissolves completely, and produces water-soluble waste salts. Lime-based systems make sense at very large scale — think power plant FGD at 500,000+ m³/h — where the lower chemical cost outweighs the additional equipment complexity. If you’re scrubbing a process exhaust at under 50,000 m³/h, start with NaOH and move to alternatives only if the waste chemistry or local NaOH availability makes it necessary.
Caustic Scrubbing Solutions: Which One Fits Your Gas Stream?
The default choice for 95% of industrial wet scrubber applications with acid gases is sodium hydroxide. But the default isn’t always right. Here’s how the four most common caustic scrubbing solutions compare, and when each one makes engineering sense.
| Solution | Formula | Cost (per ton) | Solubility | Waste Product | Best For |
|---|---|---|---|---|---|
| Sodium hydroxide | NaOH | $400–800 | ~50% at 20°C — fully miscible, no solids | Water-soluble sodium salts | HCl, SO₂, HF, Cl₂ — standard industrial acid gas scrubbing |
| Potassium hydroxide | KOH | $1,200–2,000 | ~50% at 20°C — similar handling to NaOH | Water-soluble potassium salts | When the waste salt has value (potassium sulfate/nitrate as fertilizer by-product). Also used in semiconductor exhaust scrubbing where sodium contamination is unacceptable |
| Calcium hydroxide (lime) | Ca(OH)₂ | $100–200 | ~0.16% — forms a slurry, plugs spray nozzles | Insoluble sludge (CaSO₄, CaF₂) | Very large scale — power plant FGD. The low chemical cost outweighs the added complexity of slurry handling and sludge disposal only above ~200,000 m³/h gas flow |
| Sodium carbonate (soda ash) | Na₂CO₃ | $300–500 | ~20% at 20°C — soluble but less reactive than NaOH | Same sodium salts as NaOH, plus CO₂ off-gas | When NaOH is unavailable or regulated. Also used where the scrubbing solution is consumed in batches rather than continuously recirculated |
Why NaOH dominates. Sodium hydroxide at 5–20% concentration in water is a pumpable liquid, reacts with acid gases on contact, and produces waste salts that stay dissolved for straightforward discharge. Every chemical supplier stocks it, every pump manufacturer rates their equipment for it, and every plant operator knows how to handle it safely. The higher per-ton cost compared to lime is more than offset by simpler equipment, fewer maintenance hours, and no sludge-handling infrastructure.
When KOH makes sense. Potassium hydroxide costs roughly three times what NaOH does, but the resulting potassium salts can be sold as fertilizer components — turning a waste stream into a revenue stream. Potassium sulfate (K₂SO₄) from SO₂ scrubbing and potassium nitrate (KNO₃) from NOx scrubbing have agricultural value. The economics only close at large continuous scale with a guaranteed buyer for the output. For intermittent or variable-load scrubbing, stick with NaOH.
When to avoid lime. Calcium hydroxide is cheap on a per-ton basis but expensive in practice. The 0.16% solubility means you’re pumping a slurry — abrasive to pump impellers, prone to settling in pipes, and guaranteed to plug small-orifice spray nozzles within weeks. A lime-based scrubber needs continuous agitation in the reagent tank, larger nozzle orifices that reduce atomization quality, and a sludge dewatering press for waste handling. For a 10,000 m³/h HCl scrubber at a chemical plant, these complications add roughly $15,000–30,000 in supplementary equipment and 3–5 extra maintenance hours per week compared to an NaOH system. At that scale, the chemical savings don’t cover the additional equipment and labor.
What a Caustic Scrubber Costs to Build and Run
No competitor website publishes their prices. That’s normal — scrubber pricing depends on gas flow, inlet concentration, target efficiency, and material of construction. But you need a number to start your budget. Here’s what the data says, based on industry pricing for PP and FRP counterflow packed-bed caustic scrubbers fabricated in China and shipped globally.
Capital Cost (Equipment Only, Ex-Works)
| Gas Flow (m³/h) | Tower Diameter | PP Construction | FRP Construction | Includes |
|---|---|---|---|---|
| 3,000 | φ0.8 m | $5,000–8,000 | $8,000–12,000 | Tower, packing, demister, sump — no pump, no fan |
| 5,000 | φ1.0 m | $7,000–12,000 | $11,000–18,000 | Same scope |
| 10,000 | φ1.4 m | $12,000–20,000 | $20,000–32,000 | Same scope — this is the sweet spot for most process exhaust applications |
| 20,000 | φ2.0 m | $18,000–30,000 | $30,000–50,000 | Same scope. At this diameter PP needs external reinforcement for wind loads |
| 30,000 | φ2.5 m | $25,000–45,000 | $40,000–70,000 | Same scope. FRP becomes the default material at this size for structural reasons |
These are ex-works prices from Chinese manufacturers. European or North American fabrication typically adds 40–60% to the equipment cost. A complete installed system — including the recirculation pump, fan, ductwork connections, instrumentation, electrical, and commissioning — runs 1.5× to 2.5× the ex-works equipment price depending on site conditions. Budget $30,000–50,000 all-in for a 10,000 m³/h PP caustic scrubber installed and commissioned on an existing concrete pad with power and water within 50 meters.
Annual Operating Cost
| Cost Item | 10,000 m³/h Example | Calculation Basis |
|---|---|---|
| NaO.H consumption | $1,000–4,000/year | 120 mg/m³ HCl inlet, 95% removal, NaOH at $500/ton delivered. At higher inlet concentrations (500 mg/m³+), this can reach $10,000–15,000/year |
| Electricity (pump + fan) | $2,500–5,000/year | Recirculation pump 2.2 kW + fan 4 kW, 8,000 hours/year at $0.10/kWh |
| Water makeup | $200–500/year | Evaporation loss ~1–2% of recirculation flow, plus blowdown replacement |
| Packing replacement | $600–1,200/year amortized | 2-inch PP Pall rings last 5–8 years under normal conditions. Full packing replacement costs ~$3,000–6,000 for a φ1.4m tower |
| Maintenance labor | $1,000–3,000/year | pH probe calibration monthly, pump seal replacement annually, packing inspection semi-annually |
| Total annual O&M | $5,000–14,000/year | For a typical 10,000 m³/h caustic scrubber in continuous operation |
The NaOH consumption drives most of the variability. At 50 mg/m³ inlet HCl, you might spend $800/year on caustic. At 500 mg/m³ H₂S inlet — where the NaOH stoichiometry is 2:1 per mole of H₂S — that number jumps past $12,000/year. Get the inlet concentration measurement right before you budget. Stack sampling with three runs is worth the $2,000–4,000 it costs compared to designing off an estimate that’s wrong by a factor of three.
The pump electricity is roughly fixed regardless of inlet loading — the recirculation rate is set by the tower cross-section and the minimum wetting rate for your packing, not by how much contaminant you’re removing. Fan power scales with gas flow and system pressure drop, which for a well-designed caustic scrubber runs 500–1,000 Pa total including the packed bed, mist eliminator, inlet, and outlet losses.
Frequently Asked Questions
What size caustic scrubber do I need?
The tower diameter follows from your gas flow rate and the target superficial velocity — 0.3–0.5 m/s for a packed bed scrubber. For 10,000 m³/h, that gives you a column diameter of approximately 1.4–1.6 meters. The packed depth depends on what you’re removing: 1.2–1.5 meters for HCl or SO₂ with NaOH, 1.8–2.5 meters for H₂S requiring two-stage pH control. A qualified scrubber manufacturer will run the mass transfer calculations for your specific gas composition. Don’t accept a quote that just sizes based on airflow alone — the packing depth and liquid-to-gas ratio need to match your contaminant chemistry.
How much does a caustic scrubber cost to operate?
For a 10,000 m³/h unit running continuously (8,000 hours/year), expect $5,000–14,000/year in total operating cost. The single largest variable is NaOH consumption, which depends entirely on your inlet concentration and the stoichiometry of the reaction. HCl removal (1:1 molar ratio with NaOH) costs roughly half what H₂S removal costs per kg of contaminant because H₂S consumes two moles of NaOH per mole of gas. Get a three-run stack test to pin down your inlet concentration before you budget operating costs.
How long does a caustic scrubber last?
A well-maintained PP caustic scrubber in acid gas service typically lasts 12–15 years before the shell needs replacement. The packing media needs replacement every 5–8 years. The recirculation pump is the shortest-lived component — expect to replace seals annually and the full pump every 4–6 years. FRP scrubbers in caustic service have a shorter life — 8–12 years — because the alkaline environment attacks the ester linkages in the polyester resin. Always specify vinyl ester resin for FRP in caustic applications. Standard polyester FRP will show visible degradation within 2–3 years of continuous NaOH exposure.
Can a caustic scrubber handle multiple contaminants at once?
Yes — HCl, SO₂, and HF can be removed simultaneously with a single NaOH scrubber because they all form stable sodium salts and the reaction kinetics are fast for all three. H₂S mixed with other acid gases requires special handling: the H₂S-NaOH reaction is pH-dependent, and the presence of stronger acids can drive the pH down to the point where dissolved sulfides re-release as gas. The solution is either a two-stage packed bed with separate pH control for the H₂S stage, or a pre-oxidation stage (chlorine or peroxide) that converts H₂S to elemental sulfur before the gas reaches the caustic section. Budget 30–50% more for a multi-contaminant system that includes H₂S compared to a standard single-contaminant design.
What’s the difference between caustic and alkaline scrubbers?
They’re the same equipment. “Caustic” means the scrubber uses a strong base — nearly always sodium hydroxide (NaOH). “Alkaline” is the broader chemistry term for any scrubbing solution with a pH above 7. Every caustic scrubber is alkaline, but not every alkaline scrubber uses caustic — some use lime (calcium hydroxide) or soda ash (sodium carbonate). If a vendor is selling you an “alkaline scrubber,” ask whether it’s using NaOH or something else. The equipment, packing depth, and operating costs change significantly depending on the answer. For most industrial applications under 50,000 m³/h, an NaOH-based system is the simplest and lowest-total-cost option.
Conclusion
A caustic scrubber does one thing and does it well: it takes acidic, corrosive gases out of your exhaust stream and replaces them with clean air and a manageable waste stream. The chemistry is settled. The equipment is standardized. What determines whether your scrubber works for 15 years or becomes a maintenance sink in six months is the handful of decisions covered here — the right scrubbing solution for your gas composition, the right pH control strategy, the right material for your temperature range and chemistry, and a realistic budget that accounts for NaOH consumption based on measured inlet concentrations, not estimates.
For specifications and pricing on caustic scrubber systems built to your exact gas stream, browse our wet scrubber product catalog or contact our engineering team with your design inputs.